

Одно из главных качеств крановой подъёмной техники — износоустойчивость. Она напрямую определяется качеством колёс, их твёрдостью и прочностью.
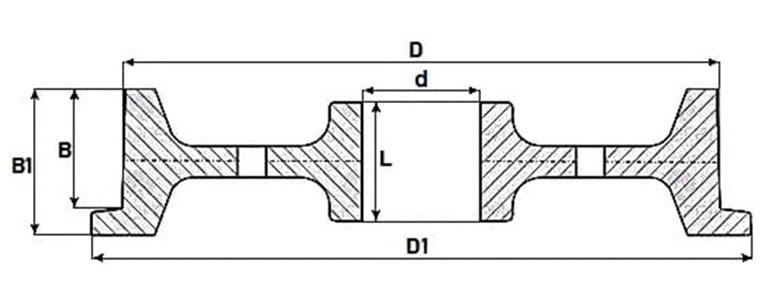
Колесо крановое одноребордное (эскиз)
- D – диаметр поверхности катания,
- D1 – диаметр колеса,
- B – ширина поверхности катания,
- B1 – ширина обода,
- L – ширина ступицы (не менее).
Основные параметры колес крановых одноребордных
| Типоразмер | D, Диаметр поверхности катания, мм |
D1, Диаметр колеса, мм
|
B, Ширина поверхности катания, мм |
B1, Ширина обода, мм
|
Масса одноребордного кранового колеса, кг |
Цена с НДС | |
| холостое | приводное | ||||||
| К1Р-200х60 | 200 | 230 | 60 | 75 | 11 | по согласованию | по согласованию |
| К1Р-250х70 | 250 | 290 | 70 | 90 | 20 | по согласованию | по согласованию |
| К1Р-320х80 | 320 | 360 | 80 | 100 | 31 | 14 000,00 | 14 900,00 |
| К1Р-400х100 | 400 | 450 | 100 | 130 | 61 | 18 800,00 | 19 350,00 |
| К1Р-500х100 | 500 | 550 | 100 | 150 | 113 | 23 100,00 | 23 700,00 |
Особенности производства
С одной стороны, крановые колёса К1Р создаются в рамках отлаженного технологического процесса, учитывающего требования ГОСТ. Однако практикой доказано, что выполнения стандартов недостаточно. Нужно ориентироваться ещё на рассчитанные значения предполагаемой нагрузки и условий применения крановой техники.
Таким образом, продукт может быть «нестандартным», выполненным с учётом конкретных нагрузок, которым подвергаются подъёмно-транспортные механизмы. Тогда он производится по индивидуальному чертежу. Специалисты "КранДеталь" обычно просят заказчика его предоставить, либо сами составляют техническое задание и выполняют.
Стадии изготовления
Когда чертёж утверждён, подбирается подходящий материал. Мы используем только сертифицированную сталь. Дальнейшая последовательность действий такая:
- придание изделию требуемых геометрических форм путём предварительного токарного вытачивания заготовки;
- термообработка методом сорбитизации для увеличения прочности и эксплуатационных показателей;
- приведение типоразмеров к заданным значениям финишной токарной обработкой;
- контроль ОТК, в частности, с помощью ультразвуковой диагностики на наличие микротрещин;
- упаковка товара.
Далее компания «КранДеталь» доставляет готовый продукт в Москву или любой другой регион России удобным для заказчика способом.
Метод сорбитизации
Суть этой методики термической обработки стали заключается в сильном её нагреве выше критической температуры и последующем охлаждении. Процесс придаёт продукции ряд преимуществ:
- облегчается финишная токарная обработка посадочного отверстия ступицы, так как переход от закалённого слоя к незакалённому постепенный;
- в незакалённой ступице исключается возникновение трещин;
- отсутствует вероятность отслаивания металла на поверхности катания.
Срок службы продукта, обработанного таким образом, существенно увеличивается.
Компания «КранДеталь» изготавливает одноребордные колёса, имеющие диаметр поверхности катания от 200 до 500 мм. При стандартном заказе и размере цена зависит от того, ходовой или холостой это узел.





